English
English 简体中文
简体中文 日本語
日本語 Deutsch
Deutsch加工新闻
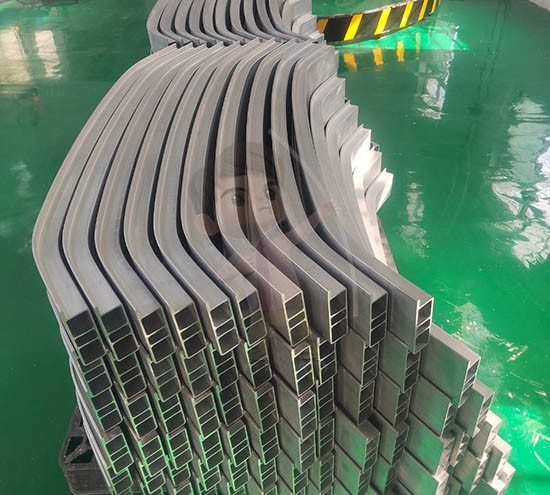
拉弯就是把金属板材、管材和型材弯曲成一定曲率、形状和尺寸的工件的冲压成形工艺。 (钢板滚圆卷圆)拉弯成形广泛应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。
材料拉弯时,其变形区内各部分的应力状态有所不同。横断面中间不变形的部分称为中性层。中性层以外的金属受拉应力作用,产生伸长变形。中性层以内的金属受压应力作用,产生压缩变形。由于中性层两侧金属的应力和应变方向相反,当载荷卸去后,中性层两侧金属的弹性变形回复方向相反,引起不同程度的弹复。虽然拉弯变形仅限于材料的局部区域,但弹复作用却会影响弯曲件的精度。弹复的影响因素很多,而这些因素难以控制,由弹复引起的拉弯件精度问题,一直是拉弯成形生产的关键。

工业铝型材拉弯时常见问题——北京型材拉弯网小编来为大家娓娓道来:
一:外形轮廓度偏差
轮廓度是指型材经过拉弯,变化后的型材外形轮廓与外形样板或检验模胎的吻合程度。使外形轮廓度出现偏差的主要因素有:
①拉弯模具的曲率回弹变化;
②各批次冶金挤压型材材质不稳定,每根材料局部区域的硬度不均匀;
③弯曲曲率半径变化过大;
④型材毛坯截面积不均匀。
二:表面缺陷
表面缺陷包括型材拉弯后有裂纹、收缩起皱、弯曲表面凹陷和侧面垂痕。
三:拉弯后扭拧
发生拉弯后扭拧这种情况的原因是型材截面积不对称,型材收边与放边应力不平衡。
四:垂直度超差
垂直度是指弯曲过后型材截面积垂直基准(与模具各曲率半径垂直)与检验平台的角度偏差。
五:型材工艺长度
型材拉弯工艺长度是指超出零件的实际长度,拉弯模具、夹具和设备需要的工艺材料长度。