English
English 简体中文
简体中文 日本語
日本語 Deutsch
Deutsch行业新闻
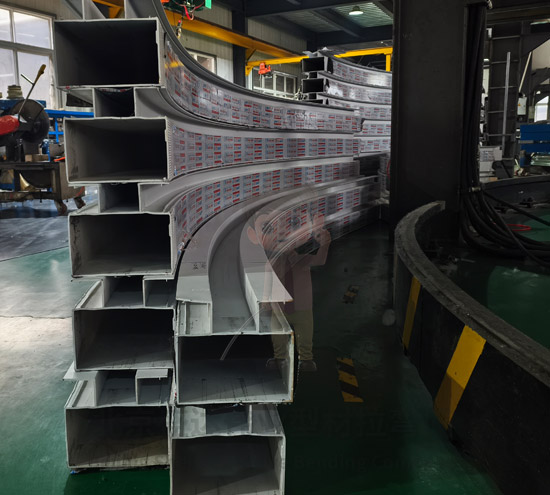
在建筑装饰、机械制造、轨道交通等领域中,拉弯加工是一项常见且关键的工艺。尤其是在北京这样对工程质量要求较高的地区,拉弯加工的精度控制直接关系到构件的安装效果与整体结构安全。那么,拉弯精度是如何实现的?加工流程中又有哪些关键控制点?下面从工艺原理到实际操作进行系统解析。
一、什么是拉弯加工精度?核心指标有哪些
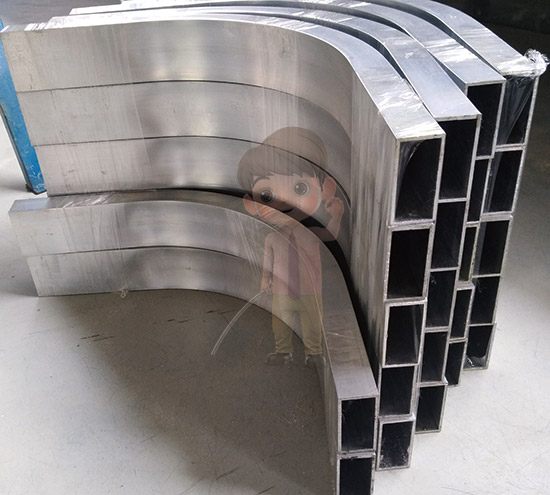
拉弯加工,是通过外力使金属型材(如圆管、方管、型钢等)发生塑性变形,从而形成特定曲率的过程。所谓“精度”,主要体现在以下几个方面:
弯曲半径误差:是否符合设计要求
角度偏差:弯曲角度是否准确
截面变形程度:是否出现压扁、起皱
表面质量:是否有划伤、裂纹
回弹控制:加工后是否恢复部分形状
这些指标共同决定了成品是否达标。
二、影响拉弯精度的关键因素
在实际加工中,精度并不是单一因素决定的,而是多方面共同作用的结果:
1.材料性能差异
不同材质(如不锈钢、铝合金、碳钢)在延展性、强度等方面差异明显,会直接影响弯曲效果。
2.壁厚与截面结构
薄壁材料更容易变形,而复杂截面(如异型材)加工难度更高。
3.设备精度与稳定性
高精度数控拉弯设备,可以更稳定地控制角度与半径。
4.模具匹配程度
模具与材料尺寸不匹配,会导致压痕或变形。
5.操作经验与工艺参数
如拉力大小、进给速度等,都会影响结果。
三、拉弯加工工艺流程详解
为了保证精度,加工通常需要经过以下标准流程:
1.图纸分析与工艺设计
根据客户提供的图纸,确定弯曲半径、角度、数量等参数,并制定加工方案。
2.材料选择与检验
检查材料是否存在缺陷,如弯曲前已有裂纹或不均匀厚度,这些都会影响加工质量。
3.模具设计与调整
根据材料规格定制或选择合适模具,确保贴合度良好。
4.试弯与参数调整
在正式生产前进行试加工,根据实际效果调整参数,修正回弹误差。
5.批量加工
在参数稳定后进行批量生产,同时保持过程监控。
6.成品检测与修正
对弯曲件进行尺寸测量,如有偏差可进行微调或返工。

四、精度控制的核心技术要点
在整个流程中,有几个关键技术点决定精度:
1.回弹补偿控制
金属在受力后会产生“回弹”,即弯曲后略微恢复。经验丰富的操作人员会提前预留补偿角度。
2.内部填充或支撑
对于薄壁管材,可以在内部填充砂或使用芯棒,防止弯曲时塌陷。
3.分段渐进弯曲
对于大角度或复杂形状,采用多次小角度弯曲,减少应力集中。
4.控制拉伸与压缩平衡
弯曲过程中,外侧受拉、内侧受压,需合理控制以避免起皱或断裂。
五、常见质量问题及解决方法
在拉弯加工中,常见问题包括:
1.截面变形(压扁)
解决方法:增加支撑、优化模具、调整拉力。
2.表面划伤
解决方法:使用保护膜或改善模具光滑度。
3.弯曲角度偏差
解决方法:校准设备、调整参数、增加试弯次数。
4.起皱或裂纹
解决方法:优化材料选择,控制弯曲速度与半径。
六、检测与质量控制手段
为了确保加工精度,北京不少拉弯加工企业会采用多种检测方式:
使用卡尺、角度仪进行基础测量
通过样板比对验证曲率一致性
对关键构件进行三坐标检测(高精度需求)
同时,在批量生产中,还会进行抽检,确保整体一致性。
七、如何选择高精度拉弯加工服务?
如果企业需要外协加工,可以重点关注以下几点:
是否具备数控拉弯设备
是否有类似项目经验
是否提供试样确认
是否具备完善的检测流程
避免只看价格,而忽视加工能力。
北京拉弯加工的精度控制,是一个从材料、设备到工艺多环节协同的过程。通过科学的工艺设计、合理的参数控制以及严格的质量检测,可以有效保证弯曲件的尺寸与形状符合要求。对于企业来说,无论是自加工还是外包,理解这些基本原理,都有助于更好地把控质量,让拉弯加工真正服务于工程需求,而不是成为后期问题的来源。